







On June 14, “OFweek 2019 (15th) China Laser Technology and Industrial Application Forum” sponsored by OFweek Veken and Hi-Tech Association, hosted by Chinese high-tech portal OFweek, was officially held at JW Marriott Hotel, Qianhai Overseas Chinese Town, Shenzhen. Hosted. Dr. Gao Hui, a laser application engineer from Wuhan Ruike Fiber Laser Technology Co., Ltd. attended the forum and gave a speech, introducing several important basic theories of laser processing and key factors to improve the quality of laser cutting and welding.
Tribute to the sages: four key points in laser development
When it comes to today’s laser technology, we must mention the four sages who have made important contributions to the development of laser science. The first topic of Dr. Gao’s speech was to pay tribute to the four sages.
The first is Einstein, who put forward the theory of stimulated radiation in 1917; the second is Gordon Gould, who found that stimulated radiation can amplify a beam of light at Columbia University in 1959; the third is Mayman, who invented the first ruby laser, was mainly used for distance measurement in the military field; the fourth place was Kumar Patel, who invented the first industrial-grade carbon dioxide laser. According to Dr. Gao, 1963 was an epoch-making time node, and the invention of Kumar Patel opened the era of laser processing.
Engineers must understand geometric optics
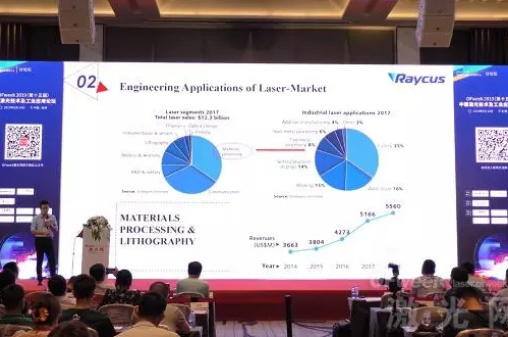
Lasers are widely used in aerospace, marine, automotive, nuclear, manufacturing, and processing industries. Lasers can also process many materials, including metals, non-metals, plastics, glass, wood, ceramics, and rubber. Dr. Gao believes that “there is no possibility that the fiber laser will replace the CO 2 laser in the laser industry , because different lasers have their corresponding application fields.”
According to statistics, from 2014 to 2018, the output value of laser processing has increased year by year, of which material processing is the most important application sector. In the specific processing methods, cutting, welding and marking occupy the main position of laser processing.
Currently, lasers fall into two categories: continuous and pulsed. Dr. Gao said: “When using continuous or long-pulse lasers for processing, materials often need to undergo solid-state heating, melting, and liquid-liquid heating to vaporization. If a short-pulse laser is used, these three changes will be skipped directly and directly Reached the last step to achieve vaporized cutting. “
Dr. Gao believes: “As a laser application engineer, you must understand geometric optics. Only in this way can you reasonably change the parameters and obtain the desired processing effect.” Several related concepts involved here, Dr. Gao explained each one. The two parameters of the beam quality, BPP value and M², can be converted into each other through the formula, and they are proportional.
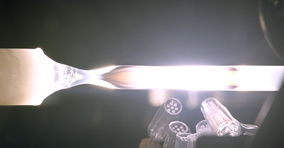
The second concept is the keyword that people often ignore-brightness. Dr. Gao explained: “Fiber lasers are high-brightness lasers, so the concept of brightness is very important. In fact, in the field of laser processing, the most important factor is not power, but power density and energy density. For this reason, we have introduced a spot size Concept. And the size of the spot determines the width of the seam for laser cutting. If you understand this principle, even if you change 100 cutting heads, the focus position is different, you can know the spot position under which spot is the best. “
Later, Dr. Gao showed the light spot changes of the two cutting heads that are common in the market (the defocus amount is -15 ~ + 15). It can be seen from the figure that the M1.5 cutting head has a smaller light spot in the beam waist range, but the larger the defocus amount, the larger the light spot. Dr. Gao said, “When the defocus amount is larger, the beam of the M2.0 cutting head is narrower, so the M1.5 cutting head has advantages in thin plate processing, but the M2.0 cutting head is processing thick plates. Or higher power. The advantage is more obvious, because it can not only suppress the nozzle heating, but also obtain better taper. “
Key factors to improve laser cutting and welding quality
According to Dr. Gao, “Laser cutting has four points that are very important. They are: better materials, better nozzles, better processes, better laser and beam quality.” Among them, he focused on Laval Ultra High-speed nozzle. Conventional nozzles have higher requirements for the cutting head distance. The higher the cutting head height, the more turbulent the air flow changes, usually set to 0.5mm-2mm. The Laval nozzle can maintain a stable airflow in the range of the cutting head height of 0-6mm, and the end effect is better.
Later, Dr. Gao also mentioned oxygen cutting. He said: “If you know the calculation method, when cutting oxygen, the laser power required for iron openings plus the power provided by oxygen is the most accurate power in processing. The calculation of slag blasting speed can also be reversed. To the best cutting speed. “
As laser processing moves towards a high-power era, the requirements for laser processing have gradually changed. Dr. Gao summarized the current market requirements for laser processing with “three highs”: “high power, high speed, high quality. Dr. Gao said: “The effect of increased power is first reflected in increased cutting speed, which means higher efficiency, and higher efficiency means higher revenue.”
Regarding laser welding, Dr. Gao introduced the important influence of adjustable waveforms on the effect of laser welding. Dr. Gao believes: “For thermal-sensitive materials, the use of rising-edge waveforms is not good, but for materials with low temperature sensitivity, the rising-edge waveforms can have a good effect, so the combined waveform welding effect is the most Good. In addition, for copper-aluminum welding and metal-plastic welding, the different waveforms are different for different stacking sequences. “