







Laser welding with filler wire
Compared with traditional welding methods, laser welding has significant advantages-low heat input, fast welding speed, small heat affected zone, and small thermal deformation. In recent years, laser welding has been widely used in the automotive industry, shipbuilding industry, Nuclear power industry, aerospace industry and other high-tech industries are becoming more and more widely used, and as the cost of complete sets of equipment is reduced, applications in daily hardware and other life-related fields have begun to grow rapidly.
In order to meet the development needs of various industries, the methods and methods of laser welding have also been improved. Laser wire filler welding, due to its concentrated welding energy and small deformation, can reduce the gap margin during butt welding, reduce welding defects, and become an effective alternative to traditional arc welding in rail transportation and the automotive industry.
In this issue of [Rayclass | Sharp Class], we will take you to know the wonderful use of laser filler wire welding.
For laser filler wire welding, high-power fiber lasers are generally used as lasers.
Ruike High Power Fiber Laser
The laser not only needs welding wire, but also needs to melt the base material and form a small hole effect unique to laser deep-welding on the base material to form a deeper molten pool. The welding wire component and the base metal metal component are fully mixed to form a new mixed molten pool. The element composition of the mixed molten pool, its proportion, and quality are relatively different from those of the welding wire and the base metal. Therefore, according to the performance defects of the base metal itself, a suitable welding wire can be selected to be added to the welding process, so as to be on the micro level. Purposefully improve the crack resistance, fatigue resistance, corrosion resistance and wear resistance of the weld.
In addition, laser filler wire welding can be used for multi-stack welding, because it can achieve deep fusion welding with small hole effect, can achieve full fusion of the upper and lower welding beads, and avoid serious defects of unfusion, so it has welding Capability for large thickness joints.
With the development of laser filler wire welding technology and the increase of the upper limit of laser power, the application scope of laser filler wire welding is becoming more and more extensive:
Application fields of laser filler wire welding
1 laser filler wire welding aluminum alloy
2 laser filler wire welding dissimilar metals
3Improve weld formation
4 Narrow Gap Filler Welding
Among them, for the two applications of improved weld formation and narrow gap filler wire welding, we use actual application cases to see the effect of laser filler wire welding.
Improve weld formation
Requirement: 1mm and 3mm stainless steel tailor-welded, it is required that the weld seam has no pores, and the formation is good.
Equipment: Ruike 4000W continuous fiber laser (fiber core diameter 200μm), wire feeder, welding head.
Process parameters: as shown in the following table.
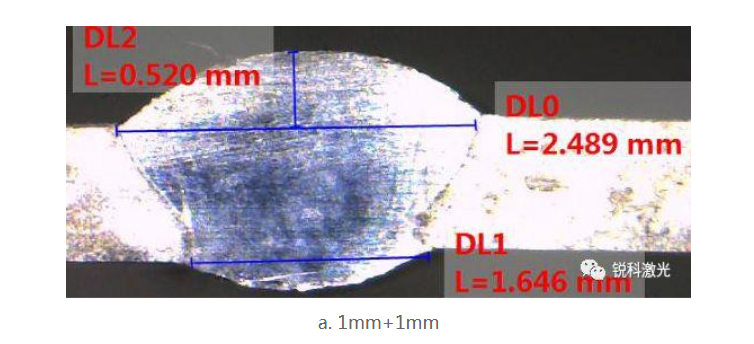
Result: The forming is good, and the weld has no pores. The weld formation and cross-sectional morphology shown in the figure below.
a. 1mm + 1mm
b. 1mm + 3mm
c. 3mm + 3mm
Multi-pass welding with narrow gap laser wire filling
Requirement: 18mm thick Q345 marine steel plate is tailor-welded, which requires fewer seams in the weld, no unfusion, joints with higher tensile strength than the base metal, and good weld formation.
Equipment: Ruike 6000W continuous fiber laser (fiber core diameter 400μm), wire feeder, welding head.
Process parameters: The bead must be grooved, and the dimensions of the groove are shown in the figure below.
Other welding process parameters are shown in the table below.
Results: The molding was good, no fusion occurred, and the weld was basically free of pores, as shown in the figure below, and the tensile test proved that the weld fractured in the base metal, indicating that the joint’s tensile strength was higher than the base metal.
Metallographic diagram of cross section of weld
[Rayclass | Rui Class] TIPS
For the butt joint laser filler wire welding of common materials, in order to improve the welding seam formation, it is generally recommended that the core diameter of the laser and the fiber, and the configuration of the welding head should ensure that the focal spot diameter is between 0.4mm and 0.6mm, and the appropriate wire should be selected.