







For enterprises, there are many reasons to use quasi-continuous (QCW) fiber lasers . For example, fiber lasers combine the drilling and welding advantages of a pulsed Nd: YAG laser with the cutting capability of a CO2 laser .
Using traditional technology can not achieve a combination of these processing performance, it also has many companies in the past CO2 laser and Nd: YAG lasers to deal with a wider range of processing needs and applications. QCW fiber lasers can work in pulsed and continuous (CW) mode, so a single laser can handle a variety of processing tasks that previously required two different lasers to complete.
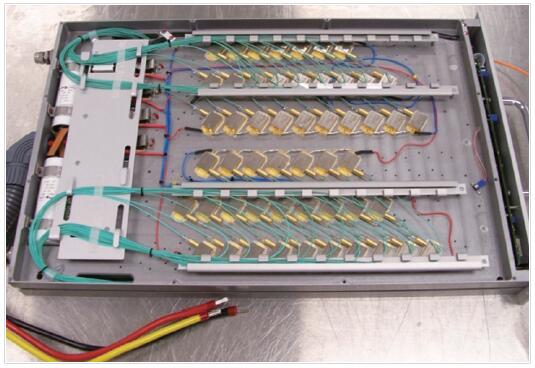
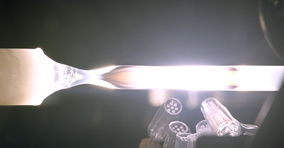
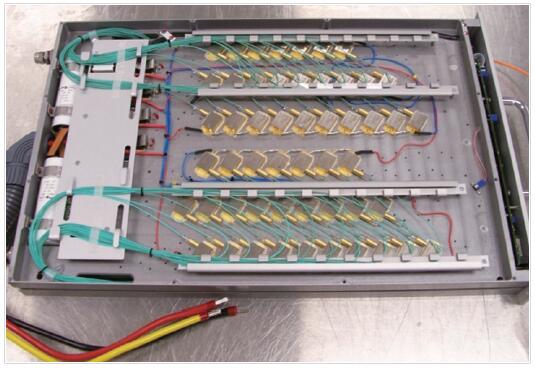
Figure 1: A fiber laser is a solid-state laser that is equipped with a continuous, hermetically connected continuous fiber to prevent dust and dirt from occurring, and contains no moving parts.
Today, tens of thousands of fiber lasers are being used 24/7 in countless industries and fields. These laser systems are rapidly replacing Nd: YAG and CO2 lasers in many materials processing applications. In addition, companies are replacing old lasers on existing production lines, while ensuring that the downtime of their existing equipment is minimized.
Why choose a QCW fiber laser?
Quasi-continuous fiber lasers are now part of modern manufacturing plants.
These lasers can operate in both continuous and high peak power pulse modes. Unlike traditional continuous (CW) lasers, the peak and average power are always the same in CW and CW / modulation modes, while the peak power of QCW lasers in pulse mode is 10 times higher than the average power.
Therefore, this can generate microsecond and millisecond pulses with high energy at a repetition frequency from tens of hertz to several kilohertz, and can achieve average power and peak power of several kilowatts.
Consumables and maintenance requirements
Figure 1 shows a typical fiber laser resonator. It is a solid-state laser, equipped with permanently sealed continuous fiber to prevent dust and dirt, and contains no moving parts or free-space lenses. The resonator requires no adjustments, no consumables, and requires no maintenance.
These features help to ensure the performance of the laser, which allows it to maintain stability and consistency over many years of operation. In the absence of consumable parts, the output power is not attenuated, the beam quality of the laser output remains unchanged, and regular adjustments by technicians are no longer required to maintain the normal operation of the laser processing system.
Electro-optic conversion efficiency
Electro-optical conversion efficiency (WPE) refers to the efficiency index of the laser to convert the consumed power into optical output power.
The solid-state fiber resonator of the QCW fiber laser can effectively dissipate heat based on its large surface area / volume ratio, so that it can achieve an electro-optical conversion efficiency of greater than 30% under a passive cooling scheme. Since QCW fiber lasers provide ten times the WPE increase compared to other laser systems, it is not difficult to understand why the acceptance of such lasers has expanded rapidly in recent years.
Significantly reduced power costs, coupled with no consumables, no spare parts and low maintenance requirements, and no warm-up time requirements, ultimately lead to considerable cost optimization.
Typical specifications and processing capabilities
QCW fiber lasers provide pulse energy from a few joules to tens of joules with pulse widths ranging from microseconds to milliseconds. They also provide several times the maximum average power (from 150W to more than 2kW) at pulse repetition rates up to 50KHz. In addition, QCW lasers can also work in CW / modulation mode with duty cycles up to 100%.
For example, a QCW fiber laser with a peak power of 20kW can run at 2kW in CW or pulse mode and generate a pulse energy of 200 Joules at a repetition rate of 100Hz, a pulse of 20 Joules at 1kHz, or a repetition rate of 5kHz A pulse energy of 4 joules is generated.
Due to its higher average power and pulse repetition frequency, QCW fiber lasers significantly increase processing speed and production efficiency. For example, when cutting dilution holes or windows in aerospace parts, most lasers have a cutting feed rate of 5 to 10 IPM depending on the part structure and material thickness. However, when using the QCW fiber laser to cut the same hole on the same part, the feed rate can reach 20-30 IPM, or even higher.
Operating modes, pulse modulation and shaping
One of the advantages of QCW fiber lasers is the ability to quickly increase and decrease power levels, and to switch from pulse mode to continuous operation mode online. This is possible given the absence of thermal lenses and the fast response of the pump diode in the fiber resonator, but this cannot be achieved if a flash pump laser is used.
A single QCW fiber laser pulse can be modulated using analog controls or an internal pulse generator to achieve the best time pulse shape required for any particular application. Operators can also pre-program the desired pulse sequence with custom repetition frequency and power modulation.
Operators can control pulse width, duty cycle, frequency, pulse energy and average power in real time when dealing with complex parts (such as acute angles and narrow holes) or highly reflective and sensitive materials. QCW lasers provide excellent pulse shaping for the generation of shaped pulses, and their modulation capabilities surpass other technologies.
Water cooling machine maintenance
Most non-fiber lasers must be water-cooled using large water-coolers, which requires regular daily maintenance. Deionized (DI) filters, particulate filters, and deionized water must be replaced regularly (usually every six months) to prevent water contamination. If the quality of the cooling water cannot be guaranteed and maintained, the laser efficiency will be reduced and the optical components may be damaged.
As a result, companies must store flashlights, deionization filters, particulate filters, and deionized water, and arrange for regular downtime to service the laser. However, fiber lasers eliminate these consumption and maintenance issues; there is no need to replace optical components or flashlights, and maintenance and downtime issues related to these issues are also eliminated.
Many fiber lasers are air-cooled and do not require a water cooler. QCW fiber lasers can provide air cooling with peak power of up to 4.5kW without the need for a water cooler.
Uptime and repeatability
Lasers using conventional technology usually require a warm-up period to stabilize the resonator and ensure that the correct laser power is continuously delivered to the workpiece.
When not processing, these lasers usually operate in standby mode, and only the lamp pump is continuously blinking to ensure the stable performance of the resonator. In this case, even if the laser is not used to produce parts, the life and life of the flash are always passing.
In contrast, fiber lasers are pumped by solid-state diodes, so they can be completely turned off when the laser is not in use, and can obtain the correct laser power without the need for warm-up time. Because the fiber laser is turned on only when the process is ready, higher uptime, electrical efficiency, and throughput can be achieved.
Beam waveform flexibility
According to the specific application, QCW fiber laser can choose single-mode or multi-mode output mode. For cutting very thin materials or applications that require small spot sizes, single mode will be a suitable choice. However, most high-power applications use flat-top light or multimode modes (see Figure 2).
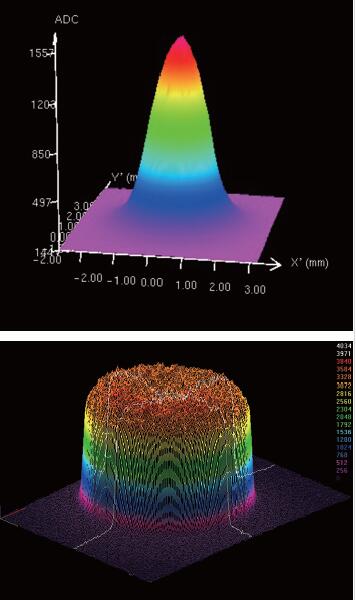
Figure 2: Single-mode fiber laser beam shape (top), multi-mode flat-top beam shape (bottom)
The aerospace industry has proven that holes drilled with fiber lasers can achieve consistent flow characteristics. This is due to the improved laser output and the repeatability of the flat-top beam waveform. With the QCW fiber laser, the taper of the drilled hole is smaller under the shape of the flat top beam.
Regardless of whether it is a percussion or circular cut, the flat top beam shape usually results in a smaller taper. Compared with impact drilling, the additional advantage of ring-cut drilling is that the recast layer is smaller. Fiber lasers do not use thermal lenses. The spot size remains constant and does not change with increasing or decreasing power.
The combination of single-mode high power density, high pulse energy, high peak power and high repetition frequency can enable a wide range of materials including metals, silicon, alumina, sapphire, and glass to achieve high-throughput laser micromachining.
Space requirement
Fiber laser technology enables very high power in very small packages. This is attractive to most companies, as the reduced footprint of the lasers in turn leads to a reduction in the overall integrated system footprint required for a given laser process. Global companies seem to be looking for ways to stuff more in less space, and the low footprint of fiber lasers can do just that.
Operating fiber
Not only the resonator of a fiber laser has long, continuous fibers, but the beam is also transmitted to the workpiece by manipulating the fiber. No need to calibrate, maintain and replace free space optics or lenses. The operating fiber is equipped with a quick-disconnect connector, and if the fiber needs to be replaced, there is no need to perform beam calibration.