







QCW fiber laser cutting sapphire tips
The chemical composition of sapphire crystal is aluminum oxide (Al2O3). The sapphire material has excellent physical and chemical characteristics such as high abrasion resistance, high hardness and excellent thermal conductivity, electrical insulation, and stable chemical properties. It is widely used in high-end intelligence. Electronic display industries such as mobile phones, tablet computers, and flat-screen TVs. Because sapphire is a hard and brittle material, traditional machining has defects such as cracks, chips, delamination, chipping, edge cracking, and easy tool wear. Due to the good chemical stability of sapphire, traditional chemical processing methods have made Difficult to process. Laser cutting technology is a high-speed, high-quality cutting method. Cutting sapphire wafers not only has fast processing speed, good cut quality, but also can cut arbitrary graphics. QCW quasi-continuous fiber laser has good stability and beam quality and high energy density. It has obvious advantages in cutting hard and brittle materials compared to Nd: YAG laser cutting. QCW quasi-continuous fiber laser is used to cut sapphire wafers with protective gas. The heat-affected zone is small, no ripples will be formed on the surface of the processing area, and the cost of processing equipment is low, so it is widely used in the field of sapphire processing.
Cutting sapphire operation and precautions
The principle of QCW cutting sapphire is shown in Figure 1. After the laser is transmitted to the collimator through the optical fiber and passes through the focusing lens, it finally cuts the focus on the sapphire surface to achieve cutting after the focal spot is obtained. mobile. QCW quasi-continuous fiber laser was used to cut optical grade sapphire substrates with a thickness of 0.52mm and a diameter of 5mm.
Application pulse width is 0.15 ~ 0.18 ms, wavelength is 1070 nm, spot diameter is 15μm, repetition frequency is 0 ~ 5 kHz, energy density variation range is 0 ~ 2.4 × 105J / cm2, cutting speed variation range is 0 ~ 50 mm / s. The process uses nitrogen as the auxiliary gas, and the nozzle diameter is 0.5-1 mm.
Figure 1 Schematic diagram of the device
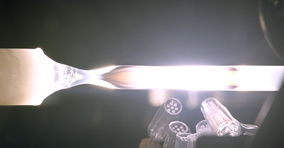
The 150W QCW quasi-continuous laser from Ruike Laser was used to cut the sapphire substrate material, as shown in Figure 2:
Figure 2 Ruike 150W QCW quasi-continuous fiber laser
01
Selection of starting line position
First, set the position of the starting line in the sapphire cutting software. We change the position of the starting line by changing the angle θ (the angle between the starting line and the edge of the material), as shown in Figure 3. And observe and analyze the impact of the starting line position on the cutting quality. θ Select 15º, 30º, 45º, 60º, 75º, and 90º for testing. The length of the starting line is 0.3mm. After the position of the starting line is determined, the test is performed.
Figure 3 Schematic diagram of the cutting line
When the laser has just irradiated the surface of the sapphire material, a violent reaction will occur. In order to eliminate the adverse effects at the beginning of cutting, a section of cutting line added before cutting the official figure, that is, the cutting line, is also called auxiliary line. The cutting angle of the starting line is also an important factor affecting the cutting quality. It is found through experiments that when the angle is 30º or 90º, the length of the sputtered material is basically eliminated.
02
Cutting results and analysis
Nitrogen was used as the auxiliary gas, and the nozzle diameter was 0.5 mm. The effect of cutting the sapphire round hole is shown below:
As can be seen from the final cut sample photos:
1. The edge of the cut sapphire is smooth, basically free of dross and burr.
2. The cutting surface has almost no slope, and the taper is within 100;
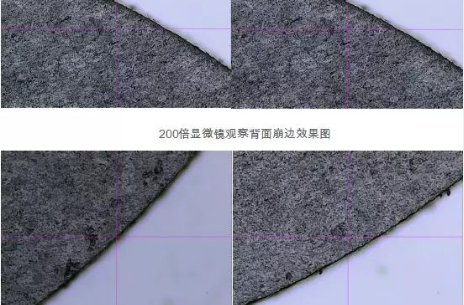
3. The sapphire has a better cutting edge effect on the front side. The chipping size of the chipping size is smaller than the chipping size on the back side, and the amount of chipping on the back side is also controlled below 10 μm.
03
Precautions
A very important factor affecting the amount of sapphire chipping is the laser energy density. The larger the laser energy density, the more obvious the chipping phenomenon on the back of the sapphire and the larger the chipping size. Therefore, the laser power is reduced while ensuring that the sapphire can be cut through. The sapphire back chipping situation has been improved to some extent, but the smaller the energy is, the more serious the slag is on the back, and it is not easy to remove. If the laser energy is appropriately increased, the molten material on the back of the sapphire can be made into a powder form, so that the cutting effect of the back of the sapphire can be changed.
Technical parameters of Ruike 150W QCW quasi-continuous fiber laser
QCW cutting sapphire material process parameters
Several main factors affecting sapphire cutting quality
To obtain a good surface quality level, process parameters such as laser power and cutting speed must be optimized several times. Here are some main factors that affect the quality of sapphire cutting.
01
Laser power
Laser energy is the main energy source in the process of laser cutting sapphire substrates. The laser power and cutting speed determine the energy input to the sapphire substrate. The size of the laser power will have an important effect on the cutting. When the cutting speed, auxiliary gas pressure and other process parameters are constant, the width of the notch shows a linear proportional relationship with the increase of laser power. If the laser power is too small, it will not be cut through; if you increase the power, the width of the cut will increase and the roughness of the end face will increase. When laser cutting, it is hoped that the laser power is as large as possible.
02
Cutting speed
For a given sapphire material and laser power, the cutting speed generally conforms to an empirical formula. As long as it is above the threshold, the cutting speed of the material is proportional to the laser power, that is, increasing the power can increase the cutting speed. For cutting sapphire, the laser cutting speed can have a relative adjustment range while other process parameters remain unchanged.
The cutting speed is small, the width of the cut is large, and the roughness of the cut is large; the cutting speed is large, the width and roughness of the cut are small, and the roughness increases slowly after exceeding the optimal cutting speed. If the cutting speed is too high, there will be more scraping or impervious cutting on the cut; if the cutting speed is too low, the material will overheat, and the cut width and heat affected zone will be larger. To improve cutting quality, optimize cutting speed when other process parameters are unchanged.
03
Auxiliary gas
The auxiliary gas is used to blow off the slag from the cutting area to remove the inert gas and active gas from the cutting seam. For sapphire materials, the use of nitrogen can suppress the excessive combustion in the cutting area.
The basic requirement of the auxiliary gas for laser cutting is that the gas flow must be large so that there is sufficient nitrogen to generate an exothermic reaction with the incision material, and there is sufficient power to blow off the molten material at the incision. When cutting sapphire at high speed, increasing the gas pressure can increase the cutting speed and prevent slag from being formed on the back of the cut. However, when the pressure is too large, the cutting surface becomes rough. During the cutting process, the impurities contained in nitrogen will adversely affect the cutting quality, so the purity of nitrogen is higher. (Source: Laser Manufacturing Network)