[Rayclass | Rui Class] No. 11: Laser Welding, Do You Know About Qi?
Large spatter during welding
Weld formation is not beautiful
Lots of pores appear after welding
Have you encountered these welding defects? When you are still considering whether it is because of the problem of laser welding process parameter setting, do you know the correct use of welding shielding gas is also an important factor that affects the formation and performance of the weld. Choosing the best welding shielding gas is actually to improve the welding quality and Efficient way.
Since welding shielding gas is so important, then:
What exactly does shielding gas do?
How to choose the type of protective gas?
How should shielding gas be blown in during welding?
[Rayclass | Rui Class] No. 11
Want to talk to you
Things about “qi”
The role of shielding gas
In laser welding, shielding gas will affect the formation of welding seam, quality of welding seam, welding depth and width of welding seam . In most cases, blowing in shielding gas will have a positive effect on welding seam, but it may also bring To adverse effects.
1) The correct blowing of protective gas will effectively reduce the weld pool and even prevent oxidation ;
2) The correct blowing of protective gas can effectively reduce the spatter generated during welding ;
3) The correct blowing of protective gas can promote the uniform spreading of the weld pool when it solidifies, making the weld seam uniform and beautiful ;
4) The correct blowing of the protective gas can effectively reduce the shielding effect of the metal vapor plume or the plasma cloud on the laser and increase the effective utilization of the laser ;
5) The correct blowing of protective gas can effectively reduce the weld air holes .
As long as the gas type, gas flow rate, and blowing method are selected correctly, the desired effect can be completely obtained.
Incorrect use of shielding gas can also adversely affect welding
1) Incorrect blowing of protective gas may cause the weld to deteriorate:
① Choosing the wrong gas type may cause cracks in the weld, and may also reduce the mechanical properties of the weld;
② Selecting the wrong gas blow-in flow may cause the weld to be more oxidized (whether the flow is too large or too small), or it may cause the weld pool metal to be seriously disturbed by external forces and cause the weld to collapse or be unevenly formed;
③ Choosing the wrong gas blowing method will cause the weld to fail to achieve protective effects, or even have no protective effect, or have a negative impact on the formation of the weld;
2) Blowing in protective gas will have a certain effect on the weld penetration, especially when welding thin plates, which will reduce the weld penetration.
Type of protective gas
The commonly used shielding gases for laser welding are mainly N2, Ar, He, which have different physical and chemical properties, and therefore have different effects on the weld.
N2 has a moderate ionization energy, which is higher than Ar and lower than He. The degree of ionization under the action of laser is moderate, which can better reduce the formation of plasma cloud and increase the effective utilization of laser. Nitrogen can chemically react with aluminum alloys and carbon steels at a certain temperature to produce nitrides, which will increase weld brittleness and reduce toughness, which will have a large adverse effect on the mechanical properties of weld joints, so nitrogen is not recommended Protected by aluminum and carbon steel welds .
The nitride produced by the chemical reaction between nitrogen and stainless steel can increase the strength of the weld joint, which will help improve the mechanical properties of the weld. Therefore , nitrogen can be used as a shielding gas when welding stainless steel .
The ionization energy of Ar is relatively low, and the ionization degree is high under the action of laser, which is not conducive to the control of the formation of plasma clouds. It will have a certain impact on the effective utilization of laser, but the activity of Ar is very low and it is difficult to chemically interact with common metals. Reaction, and the cost of Ar is not high. In addition, the density of Ar is large, which is conducive to sinking above the weld pool, which can better protect the weld pool, so it can be used as a conventional shielding gas .
He has the highest ionization energy, and the degree of ionization is very low under the action of laser. It can well control the formation of plasma clouds. Laser can work well on metals, and He has very low activity, which basically does not chemically react with metals. Very good weld protection gas, but the cost of He is too high. Generally, this gas will not be used in mass production products. He is generally used for scientific research or products with very high added value .
Protective gas blowing method
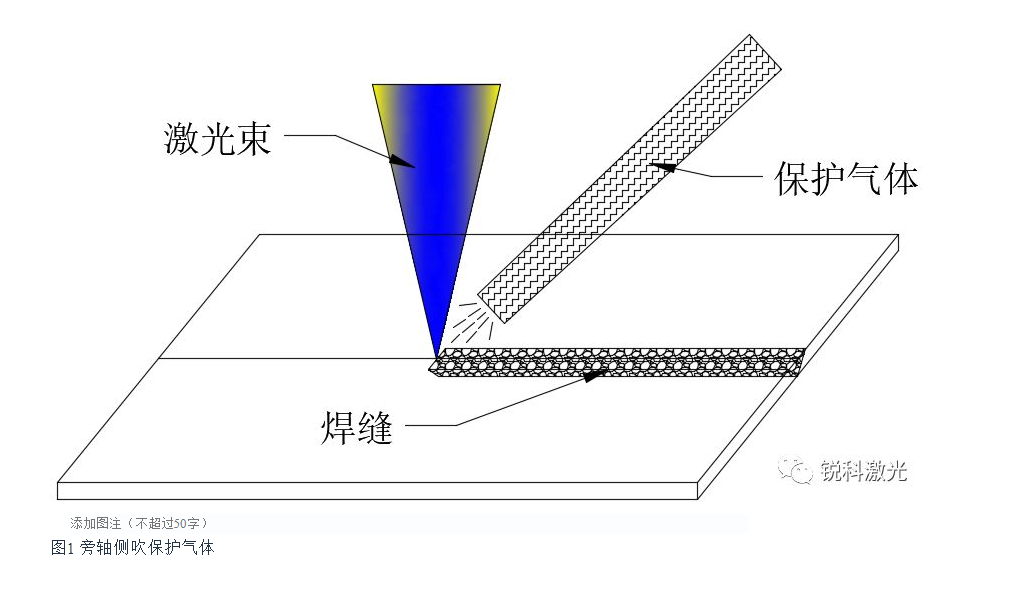
There are currently two main types of protective gas injection: one is to blow the protective gas on the side of the axis , as shown in Figure 1; the other is the coaxial protective gas , as shown in Figure 2.
Figure 1 Sidebar blowing protective gas
Figure 2 Coaxial shielding gas
How to choose the two blowing methods is comprehensively considered in many aspects. Generally, the side blowing protective gas method is recommended.
Selection principle of protective gas injection method
The first thing to be clear is that the so-called “oxidation” of the weld seam is just a common name. In theory, it means that the weld seam reacts with harmful components in the air to cause the weld seam to deteriorate. It is common that the weld metal is at a certain temperature Chemical reaction with oxygen, nitrogen and hydrogen in the air.
Preventing welds from being “oxidized” is to reduce or prevent such harmful components from coming into contact with the weld metal at a high temperature. This high temperature is not only the molten pool metal, but from the time the weld metal is melted to the melt. The pool metal solidifies and its temperature decreases below a certain temperature during the entire time period.
For example, titanium alloy welding can quickly absorb hydrogen when the temperature is above 300 ° C, quickly absorb oxygen when the temperature is above 450 ° C, and quickly absorb nitrogen when the temperature is above 600 ° C, so the titanium alloy weld is solidified and the temperature is reduced to 300 ° C. Effective protection is required in the following stages, otherwise it will be “oxidized”.
It is not difficult to understand from the above description that the blowing protective gas not only needs to protect the weld pool in a timely manner, but also needs to protect the area that has just been solidified after welding, so generally the side axis shown in Figure 1 is used Blow protective gas , because the protection method of this method has a wider protection range than the coaxial protection method in FIG. 2, especially the area where the weld has just solidified has better protection.
For engineering applications, not all products can use the side shield blowing method. For some specific products, only coaxial shielding gas can be used, which needs to be carried out from the product structure and joint form. Targeted choice.
Selection of specific protective gas blowing method
1) Straight weld
As shown in Figure 3, the shape of the weld seam of the product is straight, and the joint form can be a butt joint, a lap joint, a female corner joint or a stacked welding head. This type of product uses the side shown in Figure 1 . It is better to blow protective gas on the shaft side .
2) Plane closed graphic weld
As shown in Figure 4, the shape of the weld seam of the product is a closed pattern such as a plane circumference, a plane polygon, and a plane multi-segment line. The joint can be in the form of a butt joint, a lap joint, or a superimposed welding head. The coaxial shielding gas method shown in FIG. 2 is preferred.
Figure 4 Plane closed shape weld
The selection of shielding gas directly affects the quality, efficiency and cost of welding production. However, due to the diversity of welding materials, the selection of welding gas is also more complicated in the actual welding process. It is necessary to comprehensively consider the welding material, welding method and welding position. As well as the required welding effect, only a more suitable welding gas can be selected through welding tests to achieve better welding results.