[Rayclass | Rui Class] Issue 8: How to use fiber laser in power battery industry? The battery module side plate welding example tells you!
From December 10th to 12th, the second Shenzhen International Lithium Battery Technology Exhibition (IBTE) 2018 was held in Shenzhen Convention and Exhibition Center.
At the exhibition site, Ruike Laser (stock code: 300747) showed that it can be used in power battery manufacturing such as power battery cutting, explosion-proof valves, peripheral sealing, soft connection welding, surface marking, hard hats, and fine processing of battery poles. Laser solutions, as well as innovative products, live demonstrations and exquisite samples, fully demonstrated the innovative process of laser in the field of power battery manufacturing.

What are the requirements for the selection of fiber lasers for welding of different parts of power batteries?
What are the significant advantages of using laser welding?
What is the effect of actual solutions and cases?
This issue [Rayclass | Rui class]
Less theory more practice
Roll up your sleeves and experiment
Example of welding with battery module side plate
Tell you 4000W fiber laser
Welding applications in the power battery industry
The so-called power battery refers to a battery applied to an electric vehicle, which has a large storage capacity and an output power, and can be used as a driving power source for an electric vehicle.
At present, the commonly used power battery on the market is a lithium battery (battery pack), which has many manufacturing processes. Among them, laser welding is required: explosion-proof valve sealing welding, pole welding, soft connection welding, helmet welding, and housing sealing. Seal welding, module welding, PACK package welding, electrode pole welding, bus welding and so on. Its materials are mainly pure copper, aluminum and aluminum alloy, stainless steel and so on.
1000W-2000W welding solution
The material thickness of components such as explosion-proof valves, lugs, safety helmets, housing seals, and electrode poles is generally small, usually between 0.2 and 2 mm. Such components mainly require tightness or have low requirements for weld strength. The laser power for welding such components is generally relatively small, and the three lasers of 1000W, 1500W, and 2000W can basically meet the requirements.
RFL-C2000S Fiber Laser Appearance
4000W-6000W welding solution
The depth of the weld between the module’s side plate and the busbar is generally between 2 and 4mm, which requires a higher strength of the weld. If a relatively low power laser is used for welding, the welding speed will be too slow, and even the weld will be deep And intensity can not meet the requirements, at this time we need to choose a laser with a higher power, such as 4000W, 6000W lasers:
|
|
Can guarantee weld penetration;
|
|
|
Can guarantee relatively fast welding speed and improve production efficiency;
|
|
|
With proper welding joints, the bridging ability of the weld can be effectively improved, that is, the allowable value of the assembly clearance of the joint can be increased;
|
|
|
With a larger welding process parameter window, the product quality can be more stable.
|
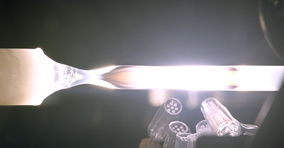
Power battery module side plate welding
In terms of module side plate welding, power battery packs often use aluminum alloy profiles and plates as module frame structural parts. The quality of welding determines the rigidity of the overall structure of the module.
The welding seam is uniform, the welding depth is more than 2mm, the strength of the welding seam is high, and it cannot be broken in the normal seam area during the strength test.
4000W Fiber Laser
Remote scanning welding head
Partial magnification
Weld appearance
Weld planing
Metallographic examination of weld cross section
It can be seen from the figure above that the width of the weld is 2.93mm and the penetration depth is 2.38mm. There are basically no pores and cracks in the weld, and the weld formation meets the requirements.
The tensile test is performed on a weld with a length of 70mm. The maximum tensile load of the weld is 17.8KN. The joint fractures in the heat affected zone on the base material side, and the welding effect is good.
4000W product welding advantages
RFL-C4000 is a 4000W multi-module continuous fiber laser completely developed and produced by Ruike Laser.
|
|
The output optical system uses reinforced armored output fiber, the output connector is QBH, the beam quality is good, and it can be equipped with the welding heads of mainstream manufacturers at home and abroad;
|
|
|
With multiple control modes and good anti-high-reflection performance;
|
|
|
It has strong advantages for welding aluminum and copper materials in the power battery industry, and has been widely used in the power battery industry.
|
RFL-C4000 Fiber Laser Appearance
As the laser welding process continues to mature, applications that can be applied to the field of new energy vehicle power batteries are also being developed.
With the rapid rise of domestic fiber lasers, import substitution is the general trend. In the future, Ruike Laser will be committed to reducing user costs, improving processing efficiency, and developing and developing fiber laser products and solutions suitable for different needs for laser applications in the intelligent manufacturing of power batteries. , Continue to promote the application and development of fiber lasers in the power battery industry.