







[Rayclass | Rui Class] Issue 20: In order to get the cleaning effect of 1 + 1 > 2? We did a comparison test
A wheelset is a part where a locomotive and a rail contact, and is composed of two left and right wheels firmly pressed on the same axle. The role of the wheelset is to ensure the operation and steering of the locomotive on the rail, to bear all the static and dynamic loads from the locomotive, to transfer it to the rail, and to transfer the load caused by the irregular line to the components of the locomotive.
For high-speed rail cars, the wheels and axles are made of carbon steel without added alloying elements, which often causes cracks and brittle fractures. Therefore, high-speed rails need to be repaired after running for a period of time. Before maintenance, the coating on the axle and spokes needs to be completely peeled off. The traditional method is to use a wire brush for grinding. Although this method can peel off the coating, it is very inefficient and the labor intensity of the operator is very high. Damage the wheel to the surface, so that it affects the next flaw detection.
High-speed rail wheels
Pictures from the Internet
The laser cleaning technology can effectively remove the paint layer on the surface of the wheelset, but the efficiency is low, the cleaning speed is slow in the case of thick coatings, and the limitations are very large. In view of the shortcomings of the current cleaning methods, but also to expand the scope of laser cleaning applications, To improve the cleaning quality, efficiency and avoid the limitations of pure pulsed laser cleaning, a new cleaning process has been developed: pulsed laser and semiconductor laser composite cleaning technology. The advantages of laser composite cleaning technology are not just the superposition of two types of lasers, the focus is on the energy utilization rate being much greater than the simple addition of two heat sources.
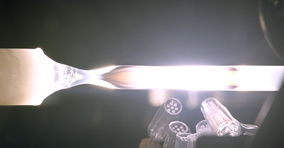
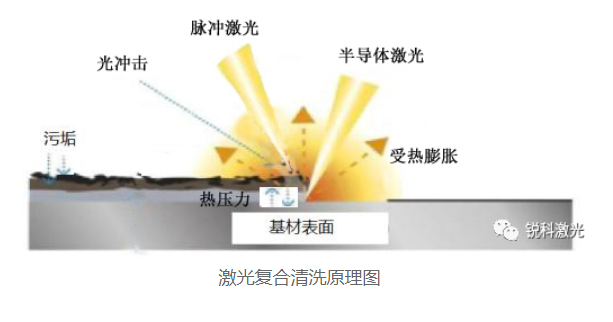
Laser compound cleaning principle
Laser composite cleaning technology is another new development direction of laser cleaning. It is an enhanced cleaning method formed by the interaction of pulsed laser and semiconductor laser. It treats the surface of the substrate (fouling, scale, rust, organic In the process of coating, etc.), the large spot of the semiconductor laser irradiates the surface of the attachment, and the laser with evenly distributed energy absorbed on the surface generates thermal energy, which causes a thermal expansion pressure between the metal material and the attachment to reduce the bonding force between the two. When the pulsed laser outputs a high-energy laser beam, the generated vibration shock wave directly removes the attachments with weak binding force from the metal surface, and realizes rapid laser cleaning.
Compared with other lasers, semiconductor lasers have a uniform spot energy distribution, which can achieve a slow decline in laser energy and a gradient change. Semiconductor lasers are used as heat conduction output during the cleaning process. By adjusting the laser power and radiation time, the metal material attachments are melted and heated to make the metal The thermal expansion pressure is formed between the material and the attachment, which reduces the binding force between the two, and the attachment is more easily detached from the metal surface to achieve laser cleaning.
Laser composite cleaning schematic
Practical application cases
In order to reflect the advantages of laser composite cleaning technology over laser cleaning technology, we conducted a wheel-pair coating removal paint cleaning test. At the same time, we used 500W pulsed laser cleaning versus 300W pulsed laser and 1500W semiconductor laser for cleaning test. The equipment and experimental sample information are as follows :
Cleaning requirements:
1 Oxidation streaks should not appear during cleaning;
2The time for cleaning a wheel-to-axis is controlled within 10min;
Before the laser composite cleaning test, the thickness of the two-component epoxy resin on the surface of the wheelset shaft needs to be measured, and the thickness of the four areas of the shaft are tested separately, and then the average thickness is calculated, as shown in the following table:
For the thickness of 150-250μm epoxy resin coating materials, we did the following two sets of tests:
Test 01
When 500W pulse laser is used to clean epoxy coating materials, a field lens with a focal length of 160mm is used, the scanning speed is 6m / s, the repetition frequency is selected at 20KHz, the scanning width is 80mm, 210r / min, and the rotation speed of the wheelset is 210 revolutions per minute .
After cleaning, the temperatures of the front and back of the wheelset were measured at 40 ° C and 30 ° C, respectively. The cleaning efficiency was 1.5m² / h. The cleaning effect picture is as follows:
Test 02
When 300W and 1500W semiconductor laser are used to clean the epoxy coating material, the scanning speed is 8m / s, the scanning width is 80mm, the duty ratio is 20%, the modulation frequency is 2000Hz, and the interval between the semiconductor laser beam and the pulsed laser beam is set to 3mm.
After cleaning, the temperatures of the front and back of the wheelset were measured at 39 ° C and 30 ° C, respectively, and the cleaning efficiency was 8.5m2 / h. The cleaning effect picture is as follows:
in conclusion
Based on the test results and data analysis, we draw the following conclusions:
1. 300W pulse combined with 1500W semiconductor laser compound cleaning can meet the requirements of scheduled cleaning in terms of efficiency and effect;
2. Using pulse laser-semiconductor laser composite cleaning technology can clean thicker coating materials, quickly and effectively improve the cleaning quality, and the substrate is not easy to cause damage.
[Rayclass | Rui Class] TIPS
In composite cleaning, it is recommended to use the modulation mode to clean the coating. The excessive heat input in the continuous mode will cause thermal deformation of the workpiece. This test uses the modulation mode for cleaning. The temperature of the workpiece surface is lower than 45 ° C. Have an impact
In the compound cleaning process, it is recommended to use a pulsed laser and semiconductor laser beam spaced 3-5mm to reduce heat accumulation and improve cleaning efficiency.